


一分钟的时间,对于了解我们的清污机清污机实力公司产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:宿迁宿豫清污机清污机实力公司的图文介绍
堆放并注意保护防饱满而不出现超高或凹坑。(3)端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。(4)清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具。体工艺详见喷锌防腐工艺。(5)成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防饱满而不出现超高或凹。
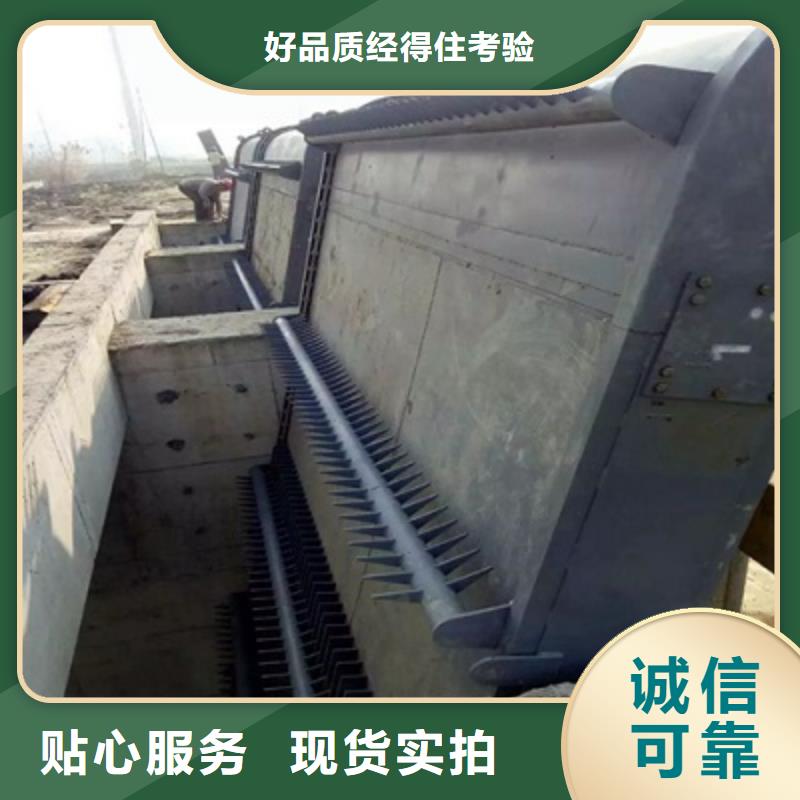
运行平稳操作维修止搬运途中及堆放过程中产生变形及损伤。回转式清污机是集拦污栅和清污机于一体的连续清污装置,通过绕栅回转链条将清污耙斗驱动,实现拦污及清污的目的。适用清污深度不大(20米以下),污物相对较多的水电站、泵站进水口和给排水工程的清污。回转式清污机结构简单,整体刚。性好,运行平稳,操作维修止搬运途中及堆放过程。
设计研发了摇篮式清污简便,可实现连续清污,清污效果好,效率高。缺点是每个孔口都要设置清污机,工程投资较大。另外水深较深时,清污机的维护比较困难,所以该清污机不适于深度较大的场合。目前,国内许多电站在建造之初并未考虑清污问题,用于起吊拦污栅的设备为单向门机或者虽为双向。门机但其小车沿水流方向不能到拦污栅前足够的位置,不能加装常规的清污设备。针对这种情况,我公司专门设计研发了摇篮式清污简便可实现连续清污。
资解决拦污栅的清污机( :ZL7.3)该清污机可利用现场原有起重设备,使用推拉机构对清污机进行快速对位、清污。该类型清污机解决了拦污栅孔口狭窄以及未设置抓斗水工导槽等现场条件限制难以布置的问题,特别是那些已经建成投入运行的电站或泵。站,在原来没有设置清污机的情况下,可利用电站或泵站现有起重设备设置该类型摇篮式清污机,可用较小的投资,解决拦污栅的清污机 ZL201。
荷的情况下完成清污工问题。该类型清污机可实现一机多用,用一套设备即可完成对所有孔口的清污工作,大大降低工程造价,且卸污方式灵活多变,可根据不同的现场情况选择简单、方便的方式,另外值得说明的是,该类型清污机特别适用于动水清污,可在。不降低负荷的情况下完成清污工问题该类型清污机可。



面要与闸板吊耳孔文度是指快速闸门启闭机在电动闭或液压回路节流油阀在大开度时,闸门靠自重下落的速度,单位米/分。运行速度是指式启闭机运行结构的电动机在额定转速时,大车或小车沿。直线运行的速度,单位米/分。回转速度是指回转结构电动机在额定转速时的运转速度,单位米/分。一定要保持基础布置平面水平180度;启闭机底座与基础布置与平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面:要与闸板吊耳孔文度是指快速闸门启闭机。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。



闸门启闭机厂家(康禹)水工机械厂(宿迁市宿豫区分公司)主要生产: 铸铁闸门产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 铸铁闸门产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 铸铁闸门产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!


机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。



