

联系我们1

轧辊钢耐磨钢厂家支持定制
更新时间:2026-02-17 08:03:21 ip归属地:秦皇岛,天气:晴,温度:-11-0 浏览次数:5 公司名称: 新物通物资(秦皇岛市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 46 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢耐磨钢供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 海港区、山海关区、北戴河区、昌黎县、抚宁区、卢龙县等区域。 |





同时高速旋转铸造设备,产生的离心旋转力与稳恒磁场相结合对钢液产生电磁搅拌,电磁离心铸造既保留了普通离心铸造组织致密,疏松气孔少等优点,又使粗大的柱状晶组织转变为均匀的等轴晶组织,并使第二相的分布趋于均匀,成分偏析得到控制。采用该方法生产的高速钢复合轧辊的铸锭有理想的观组织和界面结合力,使用性能好。
2)连续浇注外层成形法(CPC)。为了克服离心铸造高速钢轧辊偏析缺陷,日本新日铁公司开发了制造高速钢轧辊的CPC法,它具有节能和轧辊性能好等特点。其基本原理是把作为轧辊外层材质的钢水浇铸到垂直竖立的芯棒和水冷铸型间的空隙里,在钢水逐渐与芯棒熔敷的同时,依次使其凝固,断续向下方拉拔,制成复合轧辊。为了使浇铸的外层材质与芯棒完全熔敷,通过电磁感应加热对钢水和芯棒供热。



二、是轧辊与轧材之间摩擦系数增加。高速钢轧辊与轧材之间的摩擦系数大,轧制负荷增加,易出现打滑现象,可通过适当控制各机架压下量,采取油润滑、带钢表面冷却、降低坯料温度等方式来减小摩擦系数。降低坯料温度可能使带钢边部温度较低,可通过感应加热器来控制带钢边部的冷却。另外,优化高速钢轧辊成分也是降低摩擦系数的有效手段。
三、是因轧钢事故造成轧辊损坏。高速钢材料冲击韧性较低,脆性大、抗事故性能弱、因此要加强管理,确保轧机正常运转,减少轧制事故对轧辊造成的损坏。
高速钢轧辊在热轧带钢轧机精轧机组前架上取得了良好的使用效果,主要取决于以下几方面因素:
一是高速钢材质本身具有较好的热稳定性和红硬性,在轧制温度下具有较高的硬度和良好的耐磨性。

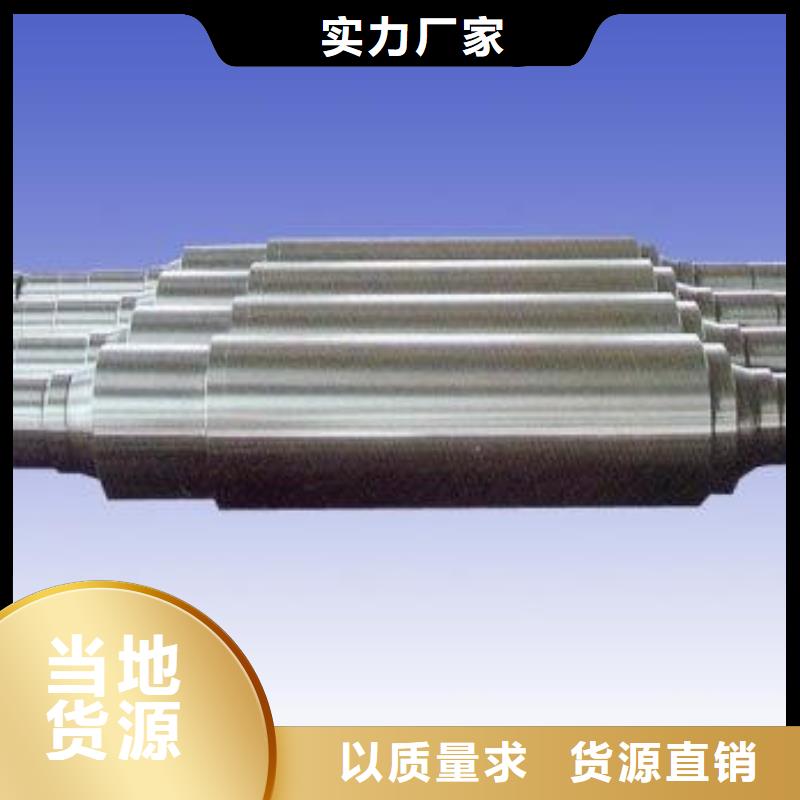
铸钢系轧辊可分为两类:钢轧辊(含碳量0.4-1.4%)和半钢轧辊(含碳量1.4-2.4)钢轧辊含碳量低,故硬度较低,其组织一般由铁素体和珠光体组成,随着含碳量增加,铁素体量减少,珠光体量增加。为提高硬度,可加入Cr、Ni、Mo等合金元素,或者进行特殊热处理,由于钢轧辊具有高的抗拉强度和韧性,适用于轧制温度高、轧制载荷大的开坯轧机或初轧机,也可用做支撑辊。如进行特殊热处理,得到HS90以上的高硬度,亦可用做冷轧工作辊。
半钢轧辊含碳量在铸钢辊和铸铁辊之间,其组织主要由珠光体构成,并含有一定的碳化物,因此,其强度比铸钢轧辊稍高,比铸铁轧辊低,其硬度比一般铸钢轧辊高半钢轧辊的主要特点是内部硬度降落很小,因此,特别适用于制造深孔型轧辊,


1 耐磨性能
冷轧辊在高速旋转工作状态承受很大的摩擦力,因此要求冷轧辊工作层具有高的硬度和耐磨性能,提高轧辊抵抗失重和尺寸变小的能力。
2 抗剥落性能
轧辊在长时间工作的情况下,轧辊表面承受周期X变应力的作用容易导致疲劳裂纹而产生剥落,因此要求冷轧辊应具有良好的抗剥落性能。
3 抗事故性能
高速运转的轧辊不但要能承受正常轧制时的高磨损应力和高交变应力,而且在轧制出现故障时,还要承受局部应力过载和热负荷过载,因此要求冷轧辊应具有高的抗事故性能。为了满足冷轧辊的使用性能要求,轧辊制造企业更是对辊坯的冶金质量提出了更高的要求。
冷轧辊发展是在冷轧行业的拉动和轧辊制造相关技术的推动下前进的.从冷轧行业的需求来看,增加耐磨性,粗糙度保持性能,抗事故性能,均匀性等指标的要求越来越高,目的是为了实现自由轧制,轧制次板材,降低轧辊辊耗等,在这些要求的拉动下,轧辊制造企业也在不断努力来改进和创新轧辊制造技术.具体表现为



1、 大口径珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂质量保证首先从技术着手,从 大口径珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 大口径珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品;
2、严格制定 大口径珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 大口径珩磨管、316不锈钢管、不锈钢管生产厂家、304不锈钢管厂产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;


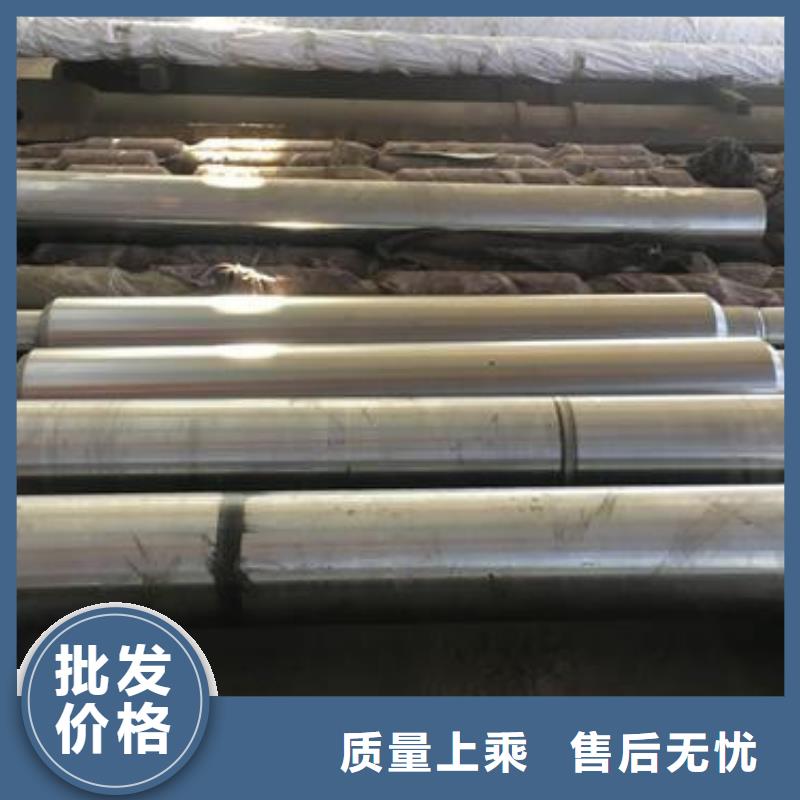
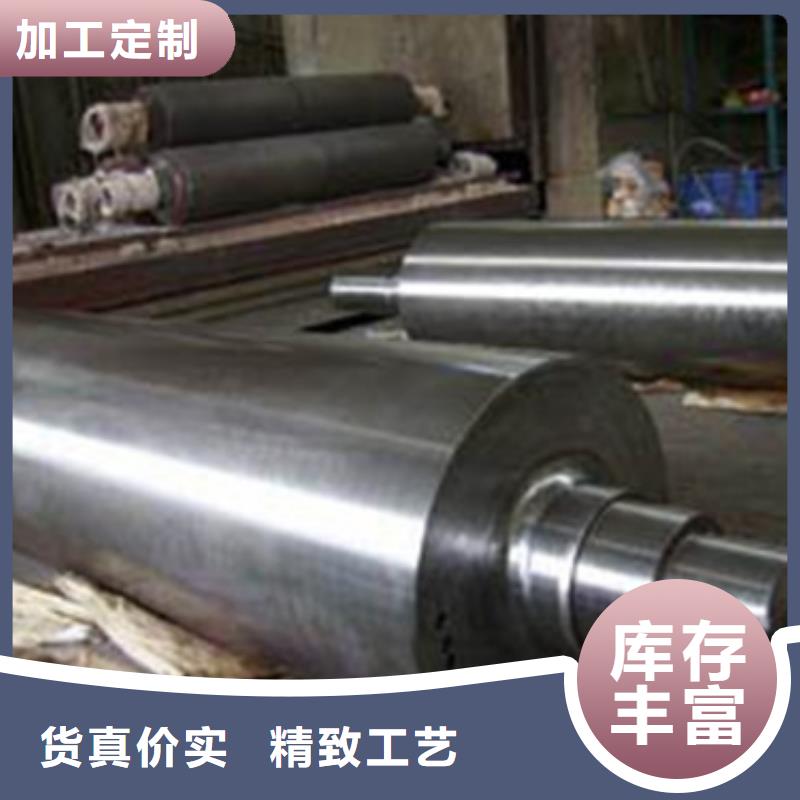
锻钢轧辊的生产过程包括冶炼、铸锭、锻造、锻后热处理、粗加工、终热处理、精加工等主要工序。生产锻造轧辊所选用的设备以及工艺参数的选择和控制必须保证满足成品轧辊对化学成分、力学性能、组织、冶金质量、尺寸公差、内应力分布以及表面状态等的要求。


