


联系我们

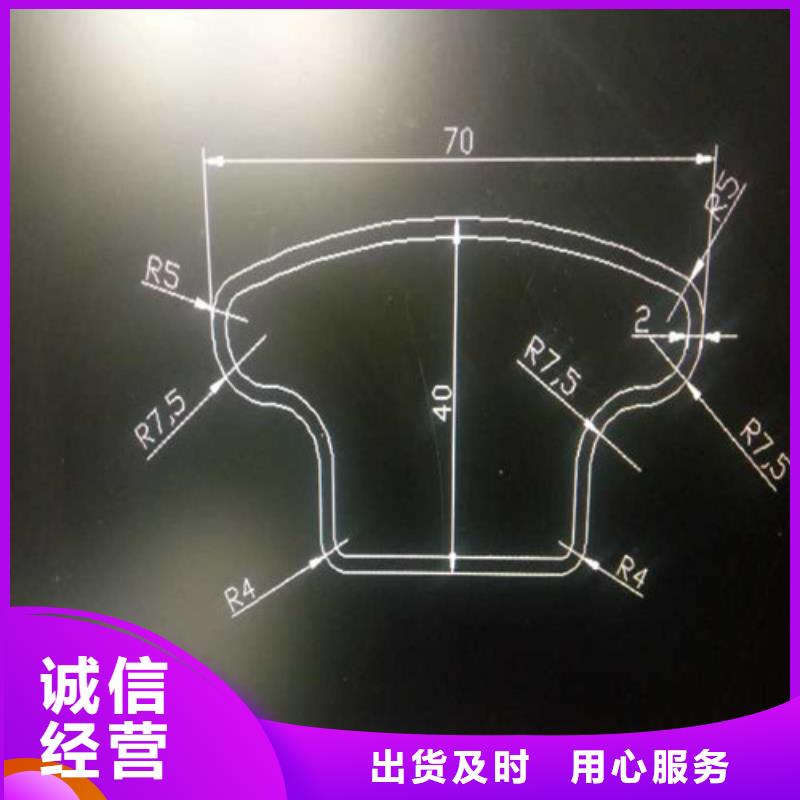
异型管矩形方管货源直销
更新时间:2026-02-23 04:44:39 ip归属地:潮州,天气:晴,温度:5-21 浏览次数:6 公司名称: 硕鑫钢管(潮州市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 异型管 | 10-300mm壁厚0.8-20mm |
| 范围 | 异型管矩形方管供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 湘桥区、潮安区、饶平县等区域。 |





我们在对异型管件进行铸造时,应该注意以下九个要点:
(一)浇注前要对铸水进行孕育和扒渣处理,过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。
(二)型砂性能将直接影响异型管的质量,因此应具有良好的透气性、湿强度、流动性、可塑性和退让性等。
(三)在粘土含量相同时,膨润土比普通粘土的热湿拉强度高。在湿型粘土砂中加入适量的煤粉、木屑等,可提高抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的管件。型砂的水分定为6%左右,以使其具有较好的综合性能。
(四)要获得表面光洁度好的异型管,可以通过清理滚筒去除表面的砂子,也进行抛丸处理。非加工表面的粘砂必须清理干净,以防止影响管件使用。
(五)对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
(六)管件必须经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。异型管件较大时可能会产生热裂、内部应力较大,易造成变形而影响外形尺寸。
(七)在制作过程中重点要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要保证质量。在生产中要检验模样的完整性,保证无缺陷使用,如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。 (八)生产异型管件时,必须严格控制人炉和人包材料的质量,对其成分、块度及理化性能必须按要求进行检查和验收。
(九)通过检验,发现异型管的缺陷,查找并分析原因,及时采取措施,以减少缺陷的产生。



超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。
衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。
RS在100~150℃,预热区在焊接区两侧为80~100mm。工作场所温度低于0℃,由试验预热温度确定。精密光亮管斜向连接线合率大于或等于85%,局部缝隙小于或等于4mm。对于弯管坡坡切割也是必要,大坡度角大于或等于45O,焊缝高度大于或等于0.6T曲线精密光亮管连接角焊缝,多层焊缝,连续焊接,各珠面为C形。


硕鑫钢管(潮州市分公司)坚持科学管理,贯彻实施绩效评价准则,建立大质量概念下的质量标准体系,持续改进经营管理模式,提高顾客对 矩形方管满意度,竞争力。引进先进管理思 想和方法。在 矩形方管行业打造了完善的信息化管理平台,提高了决策水平、管理效率和质量。坚持“满足并努力超越顾客的所有需求”的质量方针,追求顾客满意。





